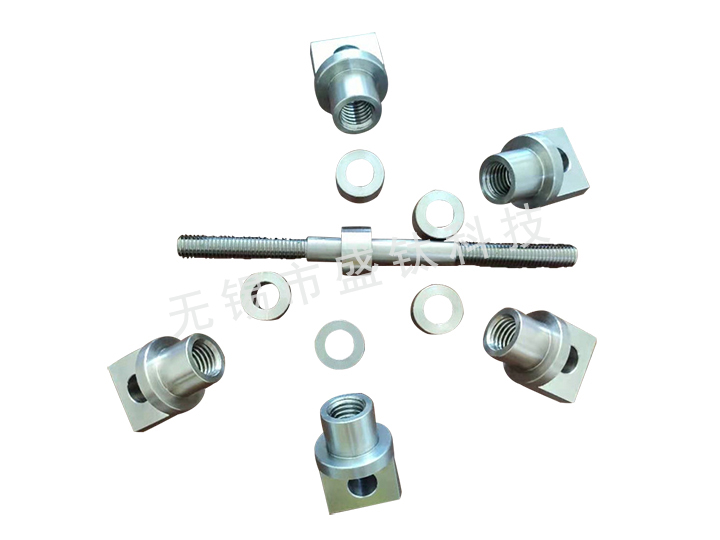
钛加工件
钛加工件的加工工艺技巧:
1、刀具材料的选择。应尽可能采用硬质合金刀具,并应选用与钛合金亲和力较小的YG类硬质合金。如为断续切削或有冲击时,也可采用钢刀具,或采用细颗粒的硬质合金。
2、合理选择刀具几何参数。刀具的磨损,刀钝会使零件主切削抗力增加,造成垫片变形,刀具切削刃太锋利虽然有利于切削,但刀具强度较低,刀具易于磨损,反而使切削力增加,同样使零件变形,通过反复加工实践,在精加工时,前角取γ0=15°~20°,后角取α0=8°~12°。
3、切削用量的选择。选用较低的切削速度及较大的进给量和切削深度。用硬质合金车刀车削时,可取s=0.1~0.3mm/r;粗加工时切削深度要大于氧化皮的深度。



 相关产品
相关产品




 苏公网安备32021402004551号
苏公网安备32021402004551号